In the world of industrial mixing, achieving a perfect, uniform blend is a challenge. Whether you are in pharmaceuticals, coatings, or new energy, the quality of your dispersion dictates the quality of your final product.
But why is a vacuum dispersing machine becoming the industry standard? Let’s dive in.
1. The Core Role of Dispersion
Dispersion is the process of breaking down agglomerates and distributing particles evenly into a liquid. It is the heart of chemical and material production.
The Pain Points of Traditional Mixing: Standard high-speed mixers often face three major issues:
- Air Entrainment: Mixing at high speeds traps air, creating stubborn bubbles.
- Oxidation: Exposure to air can degrade sensitive materials.
- Solvent Loss: Open systems allow expensive or volatile solvents to evaporate.
The Solution: The “Vacuum” environment is the key to solving these challenges.

2. How Does a Vacuum Dispersing Machine Work?
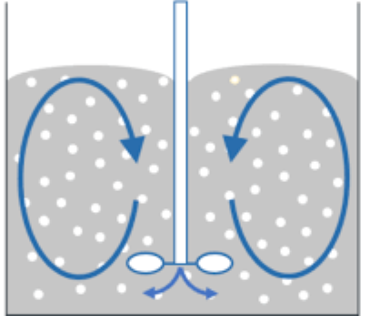
The machine uses a high-speed serrated dispersing disc. This creates intense shear force and turbulence to break down particles.
The Role of Vacuum: By using a vacuum pump, air is removed from the mixing vessel. Under negative pressure, internal bubbles expand and burst instantly.
- Example: When mixing epoxy resin or high-viscosity paint, traditional stirring creates a “foamy” texture. A vacuum disperser ensures the liquid remains crystal clear and dense.
3. Why You Must Use a Vacuum Disperser (Core Logic)
Eliminate Bubbles, Improve Quality
Bubbles aren’t just an aesthetic issue. In coatings and adhesives, bubbles cause pinholes and gaps after curing. This ruins the seal and the look. Vacuum dispersion ensures a high-density, uniform finish with superior physical properties.
Prevent Oxidation and Chemical Changes
Some materials are “allergic” to oxygen.
- Industrial Case: In the food and bio-tech sectors—such as producing probiotics, yogurt, or fermented products—oxygen can kill active cultures or cause fat oxidation.
- Chemical Case: Sensitive pigments and chemical additives lose their potency when oxidized. Vacuum mixing keeps these ingredients stable and active.
Enhance “Wetting” and Efficiency
Vacuum allows liquids to penetrate the micro-pores of powders much faster. This speeds up the “wetting” process, significantly shortening your total production time and ensuring no dry clumps remain.
Solvent Recovery and Safety
Many processes use volatile liquids like alcohol (ethanol). Alcohol evaporates rapidly in open air, leading to waste and fire hazards.
- Example: In a sealed vacuum system, solvent evaporation is suppressed. This protects the environment, saves money, and keeps the workshop air clean from harmful vapors.
4. Typical Application Scenarios
- New Energy: Preparing lithium battery slurry (requires zero bubbles for safety).
- Fine Chemicals: High-end paints, digital inkjet inks, and coatings.
- Biomedicine: Ointments, emulsions, and medicinal gels.
- Daily Chemicals: Toothpaste, premium shampoos, and cosmetic creams.
5. Selection Guide: How to Choose the Right Machine?
Not all vacuum dispersers are equal. Look for these four factors:
- Vacuum Level: The ultimate pressure the system can reach and maintain.
- Sealing Structure: Reliable mechanical seals are vital for long-term durability.
- Lift & Cleaning: Look for hydraulic lifting and CIP (Clean-In-Place) systems for easy maintenance.
- Material Quality: Choose SS304 or SS316L stainless steel based on the acidity or alkalinity of your materials.
6. Conclusion
A vacuum dispersing machine is more than just a mixer; it is a strategic investment. It guarantees process stability and boosts the competitiveness of your products. As material science evolves, intelligent, high-vacuum dispersing equipment is the future.